Вакуумные литейные установки предназначаются для процесса литья стоматологических сплавов любого типа. Особенностью данного оборудования является то, что литьё можно выполнять с высоким уровнем точности, что понижает проблемы с последующей обработкой материалов. Главной особенностью литейных вакуумных установок является наличие качественной системы охлаждения. Благодаря ей удалось полностью избавиться от перегревов системы.
Особенности литейных вакуумных систем
За счёт вакуума удаётся предотвратить концентрацию паров внутри системы, что позволяет полностью выделить из неё огнеупорную смесь в полном объёме. Что касается технологической части работы вакуумной литейной системы, то в ней обычно используют инертный газ, что позволяет не описаться окислений сплавов.
Сущность литья в вакууме заключается в следующем:
- Расплавленный материал заливается в форму;
- Под воздействием разряжения удаляется весь воздух;
- Поэтому форма заполняется качественно, без раковин, которые могут образовываться из-за наличия воздуха;
- За счёт регулировки разности давления в рабочей камере и атмосферного давления, удаётся регулировать скорость заполнения формы расплавом.
Вакуумное литьё не только исключает попадание воздуха в расплав, но и повышает герметичность, точность и технические свойства отливок, которые производятся в вакуумной среде. В производстве используются вакуумные литейные установки двух типов.
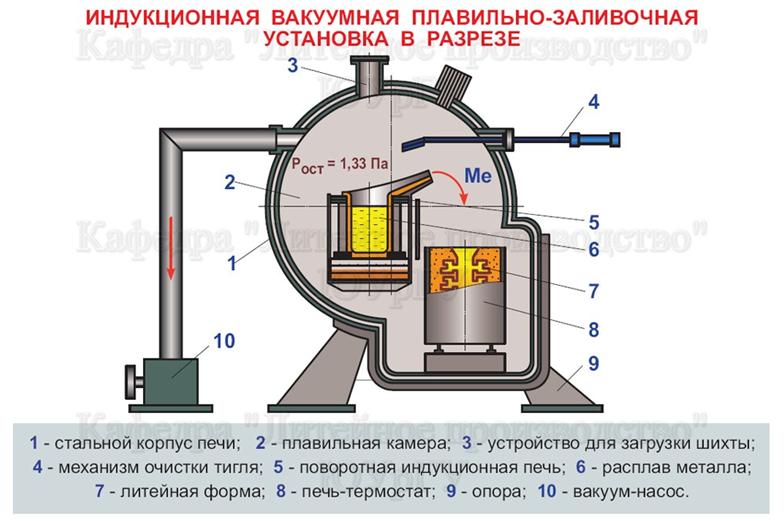
Вакуумные литейные установки первого типа

Вакуумные установки для литья, которые принадлежат к первому типу устройств, имеют следующую конструкцию:
- В установке имеется верхняя и нижняя камеры;
- Нижняя камера является раздаточной печью, обогрев которой осуществляется за счёт электричества или газа. В этой камере расположен тигель с расплавом;
- Верхняя камера располагается на крышке нижней камеры;
- В полости верхней камеры имеется вакуум провод, который соединяет верхнюю камеру с ресивером. Именно в ресивере за счёт насоса создаётся разрежение, которое контролируется автоматической системой управления.
Принцип работы установки для литья в вакууме первого типа заключается в следующем:
- Клапан управления открывается;
- В верхней камере создаётся разряжение;
- За счёт разницы давления в верхней и нижней камерах, расплав поднимается и заполняет форму;
- После того, как отливка затвердеет, клапан управления соединяет полость верхней камеры с атмосферой;
- Давление в обеих камерах становится одинаковым;
- Остатки неиспользованного расплава сливаются в тигель;
- Верхнюю камеру нужно снять и извлечь форму с отливкой.
После этого цикл отливки можно повторять. Литьё вакуумным всасыванием считается перспективным методом, так как при нём возрастают механические свойства изделий. Например, алюминиевые отливки из сплава АЛ-9 при литье вакуумным всасыванием получают увеличенную на 5-10% прочность.
Вакуумная литейная установка второго типа
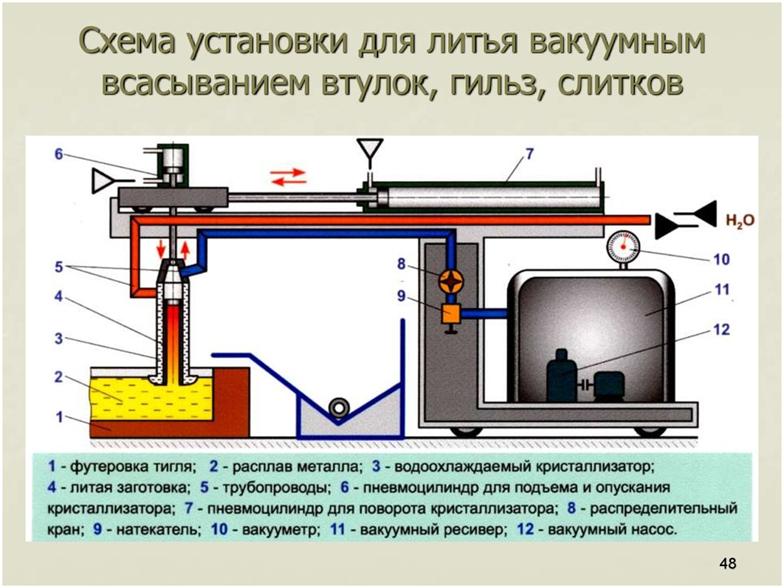
Вакуумные литейные установки второго типа используются для отливки слитков, втулок и простых заготовок. Литьё в вакууме в таких установках проходят по следующему принципу:
- В системе имеется водоохлаждаемый кристаллизатор, носок которого погружается в расплав;
- Сам расплав находится в тигле, который имеет футеровку;
- Полость кристаллизатора соединена с вакуумным ресивером посредством вакуум-провода;
- За счёт вакуумного насоса в системе создаётся разряжение;
- Разряжение регулируется натекателем;
- Когда происходит поворот распределительного крана, рабочая полость кристаллизатора соединяется с ресивером;
- Потом в системе создаётся разрежение, за счёт которого расплав начинает всасываться в полость кристаллизатора. Расплав поднимается на такую высоту, которая пропорциональна разряжению в системе;
- После этого расплав начинает затвердевать в рабочей полости кристаллизатора;
- После того, как отливка полностью затвердеет, нужно извлечь носок кристаллизатора из ванны;
- Потом нужно повернуть кран, за счёт чего рабочая полость соединяется с атмосферой, и готовая отливка выпадет в специальный приёмный короб.
Особенности формирования отливок в вакуумных литейных установках
При вакуумном литье отливки получаются более качественными. Особенности формирования отливок при литье в вакууме отличаются следующими особенностями:
- Форма заполняется расплавом с нужной скоростью, которая требуется по условиям технологическому процессу;
- Процесс заполнения формы проходит плавно, расплав не разбрызгивается в разные стороны;
- Расплав заполняет форму без пустот, которые могут образовываться из-за наличия в нём пузырьков воздуха. За счёт вакуумной среды удаётся избежать образования раковин из-за наличия воздуха;
- В процессе затвердевания отливки, из расплава могут выделяться газы, благодаря чему отливка получается чистой, без пористостей и газовых раковин;
- Отливка получается плотная, она практически не имеет усадочных дефектов. Это происходит из-за постоянного воздействия давления воздуха на зеркало расплава. Не стоит забывать, что для получения нужных свойств отливки, нужно контролировать давление воздуха в рабочей камере;
- Так как расплав засасывается в водоохлаждаемый кристаллизатор, который имеет тонкие металлические стенки, отливка очень быстро затвердевает. Это устраняет ликвацию в тех сплавах, которые к ней склонны.
Таким способом можно получать даже пустотелые отливки без стержней. Для этого достаточно просто отключить вакуум в момент образования корочки твердого металла нужной толщины. После этого расплав просто сольётся обратно в тигель. В этом случае нужно обязательно давать припуск на внутренних стенках готового изделия. Чаще всего, внутренние стенки будут иметь волнистую структуру, так как металл может застывать неравномерно. Поэтому внутреннюю поверхность деталей придётся подвергать дополнительной обработке.
Кроме того, часто заготовки отливают с применением стержней. Такой способ позволяет получить нужные отливки из цветных и чёрных металлов. Как правило, таким способом втулки и вкладыши делают из дорогостоящих сплавов, так как данный способ позволяет существенно снизить расход материалов.
Купить вакуумные литейные установки можно в Москве. Наши опытные сотрудники помогут выбрать самый оптимальный вариант по цене и производительности.











